Important Chemical Product: Overview of Sodium Cyanide

Sodium cyanide remains an irreplaceable chemical in metal treatment and mining operations due to its excellent complexing capabilities and high extraction efficiency for gold and silver. With strict adherence to safety and compliance, sodium cyanide will continue to deliver vital value in electroplating, mining, and other industrial sectors, supporting efficient development across the chemical supply chain.
Comparison Between Caustic Soda Pearls and Caustic Soda Flakes
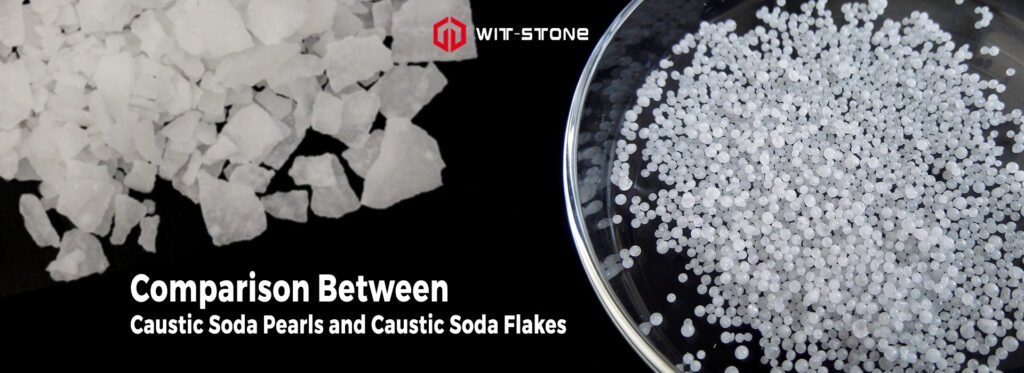
Caustic soda flakes and caustic soda pearls are both sodium hydroxide (NaOH), commonly known as caustic soda or lye. They share identical chemical properties with strong alkalinity.
Caustic Soda Flakes: White, opaque, thin or flake-like pieces with irregular sizes.Caustic Soda Pearls: Small, uniform spherical granules, similar in size to fish eggs or caviar.These physical differences result in significant variation in terms of packaging, handling, dissolution, and metering.
What is Copper Sulphate and What Is It Used for?

Copper sulfate (copper(II) sulfate, CuSO₄) is an inorganic compound existing in both hydrated and anhydrous forms. The pentahydrate, CuSO₄·5H₂O, is the most common and is recognized by its vivid blue crystals (historically known as “blue vitriol”). Anhydrous CuSO₄ appears as a white or grayish-white powder .
Unsaturated Polyester Resin (UPR): High-Performance Polymer

Unsaturated Polyester Resin (UPR) is a thermosetting polymer produced by polycondensation between dibasic acids (e.g., maleic, fumaric, phthalic, isophthalic, terephthalic acids) and diols (e.g., ethylene glycol). The resin is typically dissolved in a reactive diluent, most commonly styrene, resulting in a yellowish, viscous liquid.
The Important Role Of Ferrous Sulphate Heptahydrate In Multiple Industries
Ferrous Sulphate Heptahydrate (FeSO₄·7H₂O) plays a critical role in industries like pharmaceuticals, water treatment, and even animal nutrition. From treating iron deficiency in humans and animals to helping purify water, this compound quietly works behind the scenes to keep key systems running smoothly.
What is Potassium Carbonate? A Comprehensive Overview

Potassium carbonate (K₂CO₃), commonly known as potash or pearl ash, is a versatile inorganic compound with a wide range of applications across various industries. Its chemical properties make it invaluable in sectors such as manufacturing, agriculture, food processing, pharmaceuticals, and water treatment.
Sodium Sulfate (Na₂SO₄): A Versatile Inorganic Compound for Industrial Applications
Sodium sulfate (Na₂SO₄), commonly referred to as anhydrous sodium sulfate, is a white, odorless, crystalline powder. As a widely utilized inorganic salt, it plays a crucial role in various industries, including chemical manufacturing, textiles, paper production, detergents, and glassmaking. Its stability, cost-effectiveness, and multifunctional properties make it indispensable in numerous applications.
Polyferric Sulfate (PFS): Inorganic Polymer Coagulant With Superior Performance

Polyferric sulfate (PFS) is a high-molecular-weight, pre-polymerized inorganic coagulant characterized by its superior performance, light yellow amorphous powder form, and excellent coagulation ability in a wide pH range. PFS is known for its high charge density and ability to form large flocs, which effectively remove impurities from water.This article provides a detailed overview of PFS’s properties, mechanisms, applications, and a focused comparison with ferric and ferrous sulfate to guide procurement and application in water treatment industries.
Hydrated Lime Unleashed: Most Common Chemical Raw Materials
Hydrated lime, or slaked lime, is a versatile alkali whose high reactivity and moderate solubility make it indispensable in heavy-industry. In mining and metallurgy, it controls pH for ore flotation and heap leaching, neutralizes acidic process streams, and forms slag to remove impurities in steelmaking. In water and wastewater treatment, it adjusts pH and precipitates heavy metals, while in flue-gas desulfurization it captures SO₂, curbing acid-rain emissions. Beyond these, hydrated lime stabilizes soils and improves road bases at mining sites, enhances asphalt durability, and serves as a key reagent in chemical manufacturing. Abundant, cost-effective, and eco-friendly, it underpins numerous processes critical to clean production and resource recovery.
Comparative Analysis of Ferrous Sulfate, Zinc Sulfate, and Copper Sulfate

Sulfate salts are a widely used class of chemical compounds in many industries. Three common examples are ferrous sulfate (FeSO₄), zinc sulfate (ZnSO₄), and copper sulfate (CuSO₄). Despite having the same anionic part (SO₄²⁻), these compounds differ significantly in chemical properties, appearance, and applications. This article will compare ferrous sulfate, zinc sulfate, and copper sulfate to help clarify their differences and support industrial decision-making.